TIPS & HOW TO
Wood movement – the relationship between wood and moisture

Rob Brown

Understanding the interrelationship between wood and moisture is a fundamental prerequisite for every woodworker.
When a piece of lumber is cut from a tree it is referred to as ‘green’. At this point the wood is very wet and is completely unsuitable for making furniture. It needs to be dried – by air or kiln – to approximately 10% moisture content. However, there is no such thing as the perfect moisture content. Each situation is different. The moisture content of wood that can be used for making furniture depends on a number of factors. Two of the main considerations are whether the furniture will be used indoors or out, and what the local humidity levels are throughout the year. Because wood is affected by fluctuating atmospheric humidity levels, it will shrink and swell in a continuous quest to strike a balance with the amount of moisture in the air. That’s why woodworkers need to understand a few basic rules about wood and moisture, and how they relate to one another.
Moisture Content and Relative Humidity
Without getting too scientific, we need to understand two phrases – Moisture Content (MC) and Relative Humidity (RH). You’ve likely heard about MC before, but like many woodworkers, you may have just hoped the lumber yard did their job properly and that those lovely pieces of wood you bought were ‘dry’. In his seminal book, Identifying Wood, R. Bruce Hoadley, defines MC as “the ratio of the weight of water in a given piece of wood to the weight of the wood when it is completely dry”. In simple terms, the MC of a piece of wood is a measure of how much water is in it. The Weather Network defines RH as “a percentage of water vapour per area at a specific temperature”. Essentially, it’s how much water vapour is in the air. The MC of a piece of wood is in some way always striving to balance itself with the RH. The tricky part is that relative humidity is always changing. So, whether the wood you bought at the lumber yard was dry or not, by the time you transport it to your workshop, its moisture content has already changed.
All Wood Starts Green
The cellular structure of wood is very similar to a bunch of drinking straws grouped together. Have a close look at the end grain of a porous wood like ash or oak and you can clearly see where these tiny cells have been severed. In a fresh piece of green wood water completely fills the cell cavities (the inside of the drinking straws) as well as the cell walls (the area between the drinking straws). The MC of green wood typically ranges from 35% to over 150%, depending on the species. As the wood dries, water from the cell cavities is the first to evaporate. When all the water is removed from within the cell cavities the wood reaches its fibre saturation point (FSP). At this point no shrinkage has occurred to the board, and the MC will be between 25% and 35%. Although we are on our way to having usable lumber, there’s still a lot more drying that needs to occur.
Striving For Balance
Up until now there has been less water vapour in the air than in the wood, therefore, the wood is drying out. This trend is still likely to continue for some time. How long depends on the atmospheric conditions in the immediate area. After all the water has been removed from the cell cavities, the water will start to leave the cell walls in the wood’s quest for balance with the RH in the surrounding air. As drying continues, cell walls get smaller and the wood starts to shrink – something of particular interest to woodworkers. Eventually a balance is reached and moisture movement stops. This is the equilibrium moisture content (EMC) of a piece of wood, and this is what wood has been searching for ever since it was cut from the tree.
In typical Canadian fashion the weather will change dramatically throughout the year and the EMC will no longer be achieved. The wood will either lose or gain water in search of EMC once again. An appropriate moisture content for most species is usually between 7% and 11%, but can be slightly higher if the wood will be used for an outdoor project. Moisture content will also fluctuate depending on the local RH levels. Moisture content values during the humid summer months in southern Ontario will be much different than the dry winter conditions inside a home in the Yukon.
At this stage it’s important that we should get one thing clear. Wood is almost always doing one of two things – losing moisture or gaining moisture – as it searches for EMC. If the surrounding air has more water vapour than the wood, the wood will gain moisture to reach a state of equilibrium. If the surrounding air has less water vapour than the wood, the wood will lose moisture to the surrounding air. This exchange is almost always happening, whether the wood is green or has been kiln dried. Once in a while, and only for short periods of time, wood will not be accepting or losing moisture. This only happens when the moisture content of the wood has reached EMC in accordance with the relative humidity of the surrounding atmosphere.
Kiln Versus Air Dried Wood
Wood can be kiln dried or air dried to achieve EMC. With the use of a kiln, drying time is rapid, and the lumber will be closely monitored to reduce the chance of splitting or other defects. Air dried wood will take much longer to reach EMC. Just how long depends on factors like local weather conditions, thickness of the lumber, species, storage and stacking conditions. A starting point is to air dry lumber one year for each one inch of thickness; however, careful monitoring throughout the drying cycle is absolutely necessary.
Shrinking and Swelling
As a piece of wood dries below the FSP it starts to shrink. Even when wood has been dried to a moisture content of 8% it will still shrink and swell with fluctuating relative humidity levels. As woodworkers, we need to have an idea of how much wood will move and in what direction that movement will take place. With a firm grasp of these two details we can engineer a piece of furniture that will allow the wood to move with changes in relative humidity, yet not cause the piece of furniture to fall apart because of internal forces created by the wood movement.
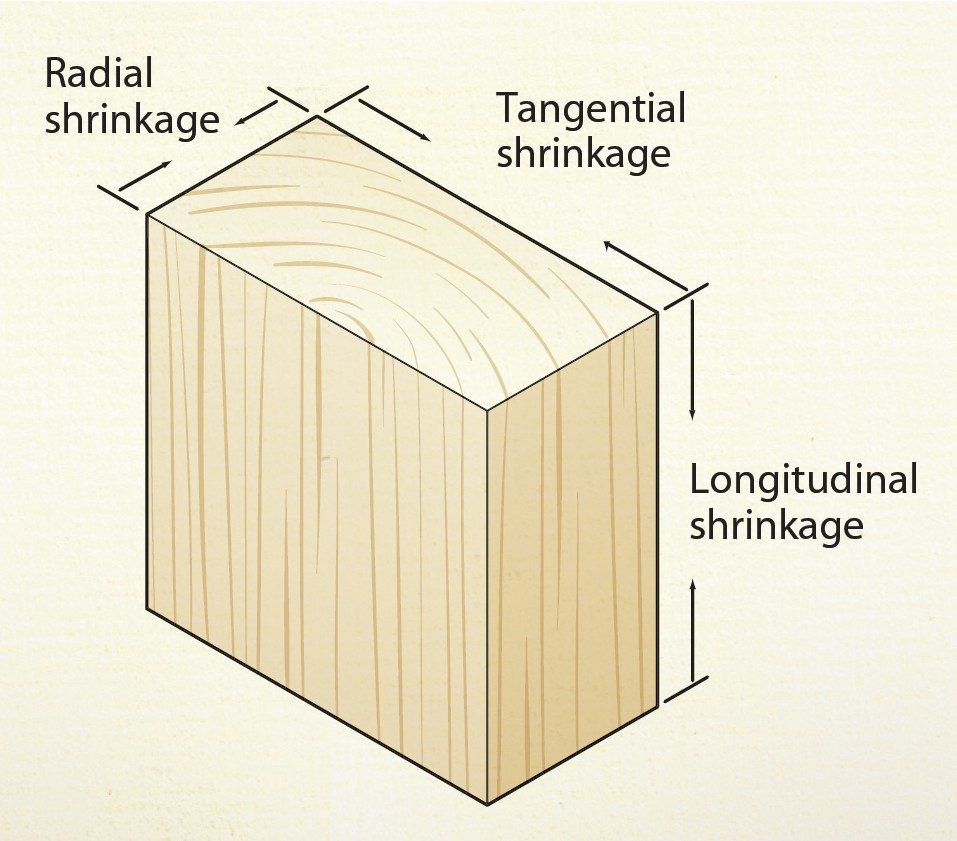
There are three planes of a piece of wood – tangential, radial and longitudinal.
These three planes reference the circular growth rings that are visible on the end grain of a piece of wood. The tangential plane (parallel to the growth rings) has the highest amount of movement when wood is dried from green to kiln-dried – on average 8% of total shrinkage. Movement in the radial plane (perpendicular to the growth rings) is about half that – about 4% on average – of the tangential plane. Movement in the longitudinal plane (parallel to the grain) is by far the least – less than 0.1%. For practical reasons, woodworkers can assume there is no movement in this plane. Although each species is different, these are ballpark figures that you should be familiar with when making furniture. You might find it interesting to note how some species are quite different than others. For instance, the tangential shrinkage of beech is 11.9% while for redwood it is 4.9%. Both are far from the 8% average. We’ve included a list of the average shrinkage rates of a number of commonly used furniture woods. You can find a more complete listing in Hoadley’s Understanding Wood. Lee Valley (leevalley.com), also has a very convenient Wood Movement Reference
Guide that lists wood movement rates for 73 domestic and imported wood species.
Practically speaking, there are a few things we can take from this. The most important point is that wood will shrink about twice as much parallel to the growth rings as it does perpendicular to the growth rings, while essentially not moving at all longitudinally. A typical flat-sawn board measuring 96″ x 12″ x 1″ will move about 1/16″ in its width over the course of the year, with only negligible movement in the other two planes. I say “the course of a year” because a year typically represents a wide fluctuation of relative humidity – in the summer a piece of wood will swell, in the winter it will shrink. If that board had the same dimensions but was quarter-sawn, there would only be about 1/32″ variation in the boards’ width over the course of a year.
Building Furniture That Lasts
The dimensional variation of a piece of wood cannot easily be stopped. It’s not a matter of controlling the wood and stopping the wood movement. That’s a battle you will almost always lose. It’s more important, and practical, to accept wood movement and engineer a piece of furniture that can handle the seasonal variation in relative humidity. We have all seen what will happen to a large tabletop that has been securely fastened to the surrounding apron, with no freedom to move. After a few years the tabletop will develop weak spots and crack, or maybe pull the joint apart between the aprons and the legs. That’s why there are fasteners specifically designed for securing a table top to its base that allow the top to shrink and swell with changes in relative humidity. Another great example is the frame-and panel door. If a standard interior door was made of solid wood it would expand by about 1/4″ over the span of a year, making the door stick shut during the summer. By using a narrow frame around the exterior and placing the floating panel inside the frame (without glue, of course) you allow the panel to expand and contract within the frame, eliminating a drastic change to the overall dimensions of the door.
Applying a finish to wood, no matter how thick and durable, will not create a true barrier between wood and moisture. Although it will slow transfer of moisture; a finish will never stop it completely. This is the main reason you should always apply a finish to both sides of a tabletop or large panel. It not only slows moisture transfer, but it ensures even transfer between the top surface and underside of the wood panel, keeping it balanced. Plywood is the one exception to the rule. Even though it is made from solid wood it’s a very stable product. The different plys of wood are oriented at 90º to one another and glued together. This technique essentially locks the solid wood in place, eliminating all but the most trivial amount of wood movement. There are limits to this technique, but the proper use of crossbands, adhesives and balanced panel construction will go a long way to making a stable solid wood panel.
One of the most important first steps in familiarizing yourself with how moisture affects wood is to start using a moisture meter. They are reasonably priced, considering their important role in determining the moisture content of the wood you’re about to use. They also allow you to familiarize yourself with annual humidity fluctuations in your area.
Learning about the structure of wood, and how it’s affected by water vapour, will open your eyes to the different challenges inherent to this wonderful, living material we enjoy working with. Only after you understand how and why solid wood expands and contracts can you take your woodworking to the next level.
Shrinkage Rates for some Common Domestic and Imported Woods
| Domestic Hardwoods | % Radial Shrinkage | % Tangential Shrinkage | Tangential/Radial |
| Red Alder | 4.4 | 7.3 | 1.7 |
| White Ash | 4.9 | 7.8 | 1.6 |
| American Beech | 5.5 | 11w.9 | 2.2 |
| Yellow Birch | 7.3 | 9.5 | 1.3 |
| Butternut | 3.4 | 6.4 | 1.9 |
| Black Cherry | 3.7 | 7.1 | 1.9 |
| American Elm | 4.2 | 9.5 | 2.3 |
| Bigleaf Maple | 3.7 | 7.1 | 1.9 |
| Silver Maple | 3 | 7.2 | 2.4 |
| Sugar Maple | 4.8 | 9.9 | 2.1 |
| Red Oak | 4 | 8.6 | 2.2 |
| White Oak | 5.6 | 10.5 | 1.9 |
| Poplar | 4.6 | 8.2 | 1.8 |
| Black Walnut | 5.5 | 7.8 | 1.4 |
| Domestic Softwoods | % Radial Shrinkage | % Tangential Shrinkage | Tangential/Radial |
| Eastern Red Cedar | 3.1 | 4.7 | 1.5 |
| Western Red Cedar | 2.4 | 5 | 2.1 |
| Douglas Fir | 4.8 | 7.6 | 1.6 |
| Eastern Hemlock | 3 | 6.8 | 2.3 |
| Western Hemlock | 4.2 | 7.8 | 1.9 |
| Eastern White Pine | 2.1 | 6.1 | 2.9 |
| Western White Pine | 4.1 | 7.4 | 1.8 |
| Redwood | 2.2 | 4.9 | 2.2 |
| Black Spruce | 4.1 | 6.8 | 1.7 |
| Imported | % Radial Shrinkage | % Tangential Shrinkage | Tangential/Radial |
| Afromosia | 3 | 6.4 | 2.1 |
| Bubinga | 5.8 | 8.4 | 1.4 |
| Ebony | 5.5 | 6.5 | 1.2 |
| Jarrah | 4.6 | 6.6 | 1.4 |
| Ipe | 6.6 | 8 | 1.2 |
| African Mahogany | 2.5 | 4.5 | 1.8 |
| True Mahogany | 3 | 4.1 | 1.4 |
| Indian Rosewood | 2.7 | 5.8 | 2.1 |
| Sapele | 4.6 | 7.4 | 1.6 |






Thank you. I appreciate your email.
Hello, I purchased a black walnut table with a single leaf. The table was delivered in December 2021. Eight months later I contacted the manufacturer because when the leaf was removed the table would not close completely. There was a noticeable gap exposing the underlying dowels. The manufacturer has responded that this is not his problem because it is due to fluctuations in humidity. This was a expensive purchase. Do you have any suggestions on how to best resolve this issue? Thank you.
Without seeing the piece it’s difficult to suggest any remedial action you could take. I suggest you take some photos and post them to our woodworking forum (https://forum.canadianwoodworking.com/). You can register for free. It’s a very active forum and members should be able to give you some practical advice.
I’m thinking about building a cover for my patio using rough cut yellow pine from saw mill using 18 16 and 14 foot 4by 6 what are the chances of warping
I’d estimate about a 100 percent chance that there will be some warping. How much will depend on how dry the timbers are that you get from the mill and how what kind of finish you’ll apply to them.